|
|
BMe Research Grant |
|

Kovács Zsolt Ferenc
BMe Research Grant - 2019
![]()
Géza Pattantyús-Ábrahám Doctoral School of Mechanical Engineering
BME GPK, Department of Manufacturing Science and Engineering
Supervisor: Dr. Viharos Zsolt János
Scientific consultant: Dr. Kodácsy János
Optimization of the Technological Characteristics of Fine Surface Machining and Finishing in Magnetic Field
Introducing the research area
During my research I deal with Magnetic Field-Assisted Machining (MAM) technologies, more closely with the application and optimization aspects of permanent Magnetic Assisted Ball Burnishing (MABB) tool (Fig. 1). For these technologies (like the MABB) the required forming force is provided by the magnetic force.
.

Fig. 1: Operation of MABB tool (slow motion)
Brief introduction of the research place
I complete my PhD researches at the Department of Manufacturing Science and Engineering, BME and at the John von Neumann University, Faculty of Engineering and Computer Science, that has a long history of developing magnetic technologies for practical applications, resulted in several patent and publications [SZ1].
History and context of the research
Application of magnetic power has been applied as a source of power for long. It can be found in many devices in permanent magnet and electromagnet form, but utilization of this resource is far from complete as yet. A special feature of the Magnetic Abrasive Finishing (MAF) technology is that the required machining force is provided by a controlled or constant magnetic field strength established in the working space. Magnetic force finds its widest industrial application in MAF technologies [1-3]. The machined workpieces can be cylindrical, flat, and shaped surfaces, too [4, 5, B1]. Each of these geometries has its own machining method; some of these provide additional possibilities for surface machining.
Magnetic Assisted Ball Burnishing, related to my PhD topic is currently a partly known, novel field, featuring all the advantages of burnishing: it decreases the surface roughness, increases the hardness of the surface and increases the quality of the edges of the workpieces, furthermore, the tool is much more flexible than the classical ones, because the burnishing force in ensured by the magnetic force (Fig. 2).
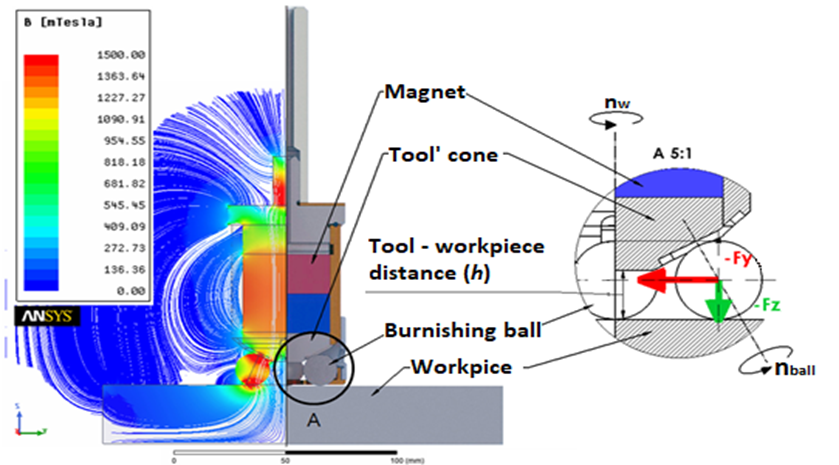
Fig. 2: Parts of MABB tool and the magnetic flux after ANSYS simulation
According to the working principle of MABB, the tool moves with a given speed on the (flat) surface of the part in linear direction or along a specified path (line or strategy), while the burnishing balls are pressed down onto the surface by the magnetic force. If the burnishing pressure exceeds the material’s yield strength, the material near the surface starts to flow and plastically deform.
[B2].
The research goals, open questions
The development of industry, especially machine production and vehicle industries require ever increasing accuracies from the machined surfaces, both at micro and macro geometry scale. Since the MAM burnishing technology and more closely, the MABB technology is a completely novel process, they inevitable raise numerous open questions and challenges, which necessitate researches, experiments, simulation tests and literary research. During my research I am trying to complete the following research assignments:
• examination of the surface roughness created by the MABB tool,
• effect of processing on the corrosion and its relation with the machining parameters,
• methodologies for improving workpiece edges,
• determination of the macrogeometric changes,
• optimization of technological parameters,
• evaluation and exploitation of temperature changes from workpiece-tool interaction,
• evaluation and exploitation of the changes in the tribology related features of the workpiece surface,
• evaluation of designs and materials of MABB tool by simulation software,
• examination of changes in material properties (hardness, material structure and surface topography of the rolled surfaces),
• optimization of technological parameters of edge rounding and burr shaping,
• examination of the effect of the tool in practices e.g. on injection molding surfaces or sliding lines.
Having completed these tasks, my ultimate goal is the creation of a newly designed (improved) MABB tool, which fully complies with the expectations of the industry.
Methods
During the research I applied various experimental, calculation and simulation methods. The adequate methods were selected based on literature and my previous experiences. The experiments were designed using the Taguchi experimental method, because my experiments contained several factors, therefore, the required number of experiments had to be kept at a relatively low level. Certain factors repeated during the experiments, such as feedrate vf (mm/min) or burnishing speed vb (m/min), however, many factors were derived from the data provided by the measuring instruments, so these factors changed ongoing. During the experiments with the MABB tool, I measured strength (with rotary dynamometer – KISTLER Type 9125A), roughness (surface scanner - MITUTOYO Formtracer SV-C3000), temperature (infrared camera - FLIR T360), corrosion (potentiostat - BioLogic SAS SP-150), hardness (micro Vickers hardness tester - Wilson-Wolpert 401 MVD) and grain structure change (scanning electron microscope - Zeiss EVO MA10 SEM).
I am looking for optimal technological parameters and evaluate the applicability of the MABB tool by experiments methods. The appropriate geometrical design of the MABB tool is just as important as the material composition of tool, since the tool consists of an NdFeB hard magnet, as well as magnetizable and non-magnetizable materials. The results of the experiments greatly contribute to the progress, but I also used ANSYS simulation software and calculations for the geometric/construction development of the MABB tool because these methods are economical. By these methods, many tool designs and material qualities can be examined.
Results
Burnishing force
To ensure the optimal operation of the MABB tool, it is very important to apply the adequate burnishing force. Its size can be modified primarily by the distance (h) between the tool and the workpiece. It is advisable to use the biggest force for rolling, so the knowledge of h distance is indispensable. I made preliminary calculations before starting the measurements, to get the estimated results. To construct the equations, I created the vector illustration shown in Fig. 3 [B3].
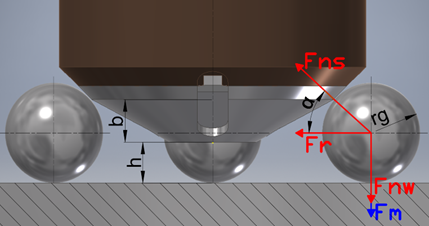
Fig. 3: Vector illustration of ball burnishing
The operating principle of the MABB tool is as follows. A magnetic flux passing through the conical shape of the tool tip and the balls attracts the balls in the direction of tool tip with Fr force, which causes to press the balls into the workpiece with Fnw rolling force (in this case the Fm magnetic attraction force is negligible). The Fnw force can be calculated by equation (1) [B3].
 (1)
(1)
The Fr is a constant value so the optimum working gap can be determined by calculations, and the results are shown in Fig. 4. According to the calculation, the optimum gap distance for the highest burnishing force is about h=10 mm.
[B3].
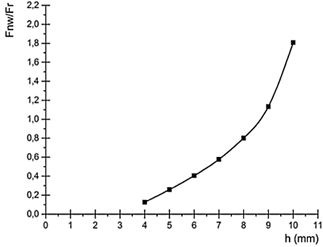
Fig. 4: The change of Fnw/Fr depending on the h gap
I measured the true rolling force by a force and torque measuring instrument. To assure safety, as a first step, the tool was tested in a standing position (without the main rotating movement) and only the h distance was changed. The measurement took 100 sec and based on the values shown in Fig. 5 the maximal force (Fz=350 N) was obtained at h=10 mm [B3].
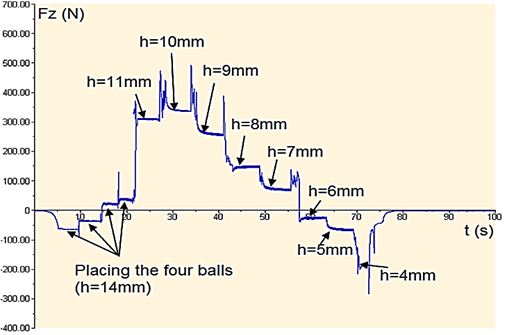
Fig. 5: The burnishing force depending on the h gap
The determination of maximum rpm was carried out at h=10 mm. As shown in Fig. 6, the rolling force decreased from 350 N to 270 N while the tool revolution was increased from 0 to 1400 rpm [B3].
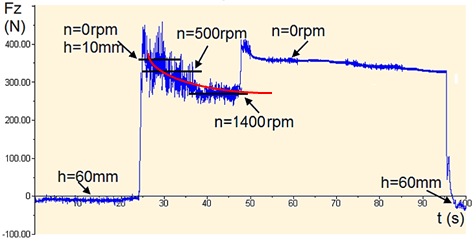
Fig. 6: Effect of rpm on rolling force
Consequently, the tool can be safely used up to 1400 rpm. In practice, the best revolution range is between 150 and 500 rpm [B3].
Effect of machining strategies from tribological aspect
Thanks to the design of the tool, MABB can be used with different rolling strategies (tool paths). These strategies, in addition to increasing productivity, provide an even more structured surface from tribological and aesthetic aspects. In my experiments, I applied the below surface strategies (Fig. 7) [B4].

Fig. 7: Different rolling strategies
Examining the burnished surface in Fig. 7 by tribological indicators (Rsk and Rku) I got that certain strategies (especially the number 2 cycloid) are highly preferred from tribological point of view. Measurements were completed both perpendicularly and parallel to the direction of machining. Based on the measurement results, I prepared a tribological map, shown in Fig. 8 [B4, B5].
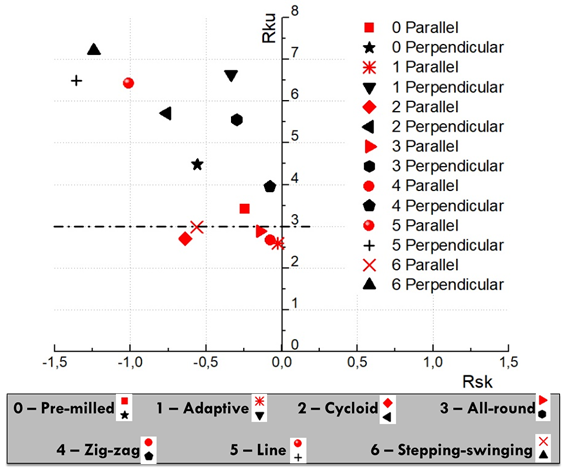
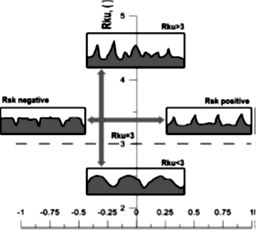
(a) (b)
Fig. 8: Topological map of the analyzed burnishing for various strategies (a), and graphical representation of Rsk and Rku on the topological map [6] (b)
From tribological aspect, surfaces with negative Rsk and Rku below 3 are the most appropriate. Based on my results, all the applied strategies can create high quality surfaces with good sliding properties, except Zig-Zag [B4].
Corrosion resistance
Following the roughness and tribological examinations of the ball burnished surfaces I studied the effect of rolling on corrosion resistance. For this, I used an accelerated corrosion test. During these measurements, I compared the corrosion of the milled surfaces with the rolled ones. SEM images in Figure 9 clearly show that the corrosion caused less damage on the rolled surface.
All this suggests that the proposed new rolling method will increase the corrosion resistance of the surface, which is very important, e.g. from an industrial perspective, e.g. it can further increase the lifespan of a sliding sledge [B6].
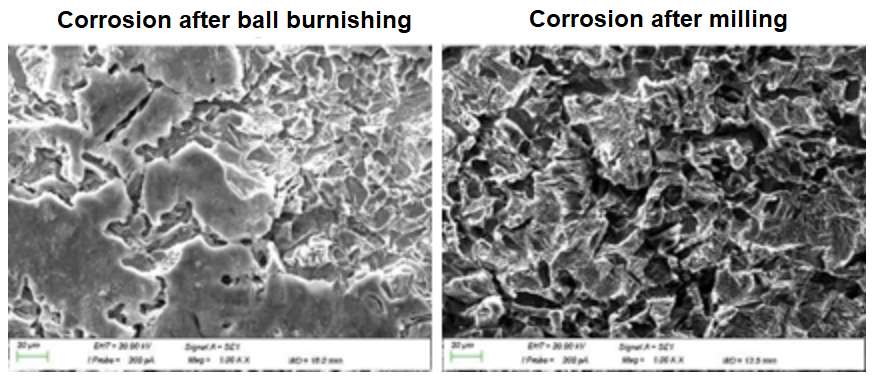
Fig. 9: SEM images of corrosion of rolled and milled surfaces
During the corrosion experiments I also used the Taguchi experimental design, from the results I could conclude that it was the feed that showed the greatest impact on corrosion resistance [B6].
Edge rounding
In the technical world, the cutting edge and burr that remain after machining can cause significant problems. The MABB tool is capable of deforming or removing the edge burr and creating rounded edge. In this case, the burr breaks down or becomes deformed due to fatigue, as shown in Fig. 10. This edge rounding has important role when sliding/operating elements, because it is completely capable of eliminating the scratches of surfaces when tilted the sliding parts [B1]. This capability of MABB technology provides outstanding benefits.
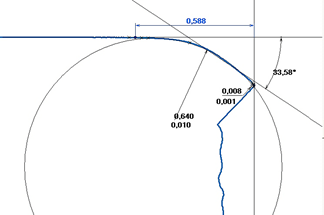
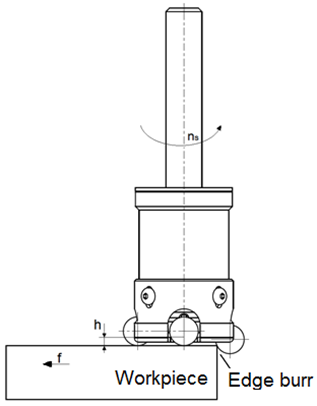
Fig. 10: Scaled rounded edge by MABB and the process of edge rounding
Surface hardness
At the effect of burnishing, the hardness of C45 steel increases from ~185 HV to ~220 HV; the hardened layer is 0.2 mm thick. This hardening can also be observed in non-magnetizable materials (e.g. aluminum). As the MABB tool has been developed for magnetizable materials, a magnetic table had to be placed under the workpiece when using non-magnetizable materials. It should be noted that the maximum thickness of the workpiece should not exceed 20 mm.
The results of the hardness measurement are shown in Fig. 11 [B7].
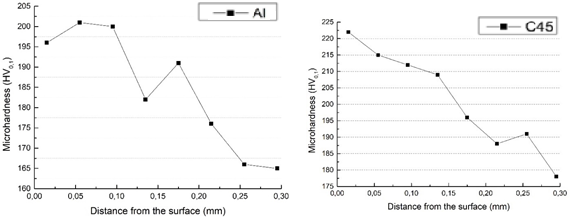
Fig. 11: Distribution of the hardness of ball burnished C45 and Al away from the surface
Expected impact and further research
Building on my existing research results, my aim is to design and manufacture an improved MABB tool, and then further examination of the edge rounding by the novel MABB tool. Additionally, I will also examine the change in the flatness and also the macro-geometric characteristics of the rolled surfaces. I expect from these researches to obtain the results still missing for the practical application of the MABB tool, and I’m submitting this presentation to achieve it.
Publications, references, links
Publications
(IF= impact factor, C=independent citation count)
[B1] Kovács, Zsolt; Viharos, Zsolt; Kodácsy, János: Manufacturing of Twist-Free Surfaces by Magnetism Aided Machining Technologies. International Journal of Mechanical, Aerospace, Industrial, Mechatronic and Manufacturing Engineering, 10 (12), (2016), pp.: 1947–1951.
[B2] Kodácsy, János; Líska, János; Kovács, Zsolt: Surface finishing by roller burnishing using apparatus of permanent magnet. Technical Gazette 24 (2017), pp.: 49–54. ISSN: 1330-3651; DOI: 10.17559/TV-20151021205349 IF: 0,686; C:1
[B3] Kovács, Zsolt; Viharos, Zsolt; Kodácsy, János: Determination of the working gap and optimal machining parameters for magnetic assisted ball burnishing. Measurement 118 (2018), pp.: 172–180. IF: 2,312; C: 8
[B4] Kovács, Zsolt; Viharos, Zsolt; Kodácsy, János: The effects of machining strategies of magnetic assisted roller burnishing on the resulted surface structure. Materials Science and Engineering 448 (2018) 012002 (ISSN: 1757-899X)
[B5] Kovács, Zsolt: The Investigation of Tribological Characteristics of Surface Improved by Magnetic Polishing and Roller Burnishing. PROCEDIA ENGINEERING 149 (2016), pp.: 183–189. C:2
[B6] Kovács, Zsolt Ferenc; Károly, Dóra; Károly, Péter Balázs; Kemény, Dávid; Kodácsy, János; Viharos, Zsolt János: Influence of magnetic assisted ball burnishing on roughness and corrosion resistance of C45 steel. Acta Materialia Transylvanica Vol. 2 (2019) ISSN 2601-8799; MAJOR REVISION
[B7] Kovács, Zsolt; Viharos, Zsolt; Kodácsy, János; Sándor, Roland: Magnetic Assisted Ball Burnishing of Magnetizable and Non-Magnetizable Materials. 16th IMEKO TC10 Conference: “Testing, Diagnostics & Inspection as a comprehensive value chain for Quality & Safety”; Date and location of conference: Berlin, Germany, 3–4. September 2019; ACCEPTED
List of patents
[SZ1] “Apparatus and method for deburring and roller-burnishing machine parts”
International patent. 2012. Patent No.: 172 7648
Proprietor: KF GAMF Faculty. Inventors: Dr. Kodácsy, János (78%), Dr. Danyi, József (22%)
Links
- https://en.wikipedia.org/wiki/Magnetic_field-assisted_finishing
- https://www.youtube.com/watch?v=j8xEwmCLrGg
- https://waset.org/publications/10006740/manufacturing-of-twist-free-surfaces-by-magnetism-aided-machining-technologies
- https://hrcak.srce.hr/file/267100
- https://www.sciencedirect.com/science/article/pii/S0263224118300460
- https://iopscience.iop.org/article/10.1088/1757-899X/448/1/012002/pdf
- https://www.sciencedirect.com/science/article/pii/S1877705816311626
- https://1drv.ms/b/s!AjgqZv-LkjSU7k6oes5lu0xHIm3L
- https://patentimages.storage.googleapis.com/dd/c9/28/1d3d39229bcd14/EP1727648B1.pdf
References
[1] T. Furuya, Y. Wub, M. Nomura, K. Shimada, K. Yamamoto: Fundamental performance of magnetic compound fluid polishing liquid in contact-free polishing of metal surface, Journal of Materials Processing Technology 201 (2008) pp.: 536–541
[2] Jae-Seob Kwak: Enhanced magnetic abrasive polishing of non-ferrous metals utilizing a permanent magnet, International Journal of Machine Tools & Manufacture 49 (2009) pp.: 613–618
[3] Y.Q. Wang, S.H. Yin, H. Huang, F.J. Chen, G.J. Deng: Magnetorheological polishing using a permanent magnetic yoke with straight air gap for ultra-smooth surface planarization, Precision Engineering 40 (2015) pp.: 309–317
[4] Jisheng Pan, Qiusheng Yan, Xipeng Xu, Jiangting Zhua, Zhancheng Wu and Zhenwei Bai: Abrasive Particles Trajectory Analysis and Simulation of Cluster Magnetorheological Effect Plane Polishing, Physics Procedia 25 (2012) pp.: 176–184
[5] N. Umehara, T. Kirtane, R. Gerlick, V.K. Jain, R. Komanduri: New apparatus for finishing large size/large batch silicon nitride (Si3N4) balls for hybrid bearing applications by magnetic float polishing (MFP), International Journal of Machine Tools & Manufacture 46 (2006) pp.: 151–169
[6] E.S. Gadelmawlaa, M.M. Kourab, T.M.A. Maksoucf, I.M. Elewaa, H.H. Solimand: Roughness parameters J. Mater. Process. Technol. 123 (2002) 133 – 145