|
|
BMe Kutatói pályázat |
|

Pattantyús-Ábrahám Géza Gépészeti Tudományok Doktori Iskola
BME GPK, Polimertechnika Tanszék
Témavezető: Dr. Ronkay Ferenc György
Műanyaghulladékok minőségnövelt újrahasznosítása
A kutatási téma néhány soros bemutatása
A fogyasztói társadalom egyre nagyobb mennyiségű hulladékot produkál. Különösen igaz ez a műanyagok terén, ahol a piacra bocsátott termékek rövid életciklusúak és nagy részük egy éven belül megjelenik a hulladékáramban (gondoljunk pl. a műanyag palackokra és egyéb csomagolóanyagokra). Ma Magyarországon a hulladék döntően lerakásra kerül, amely kerülendő lenne a hulladékkezelési prioritások alapján. A hulladék magasabb szintű újrahasznosítását megkövetelik a fenntarthatóság, a szigorodó környezetvédelmi előírások és a fokozódó társadalmi elvárások is. A különböző műanyagok anyagában történő, értéknövelt hasznosítására két út mutatkozik: vagy az együttes feldolgozásuk adalékanyagok hozzáadásával, vagy a szétválasztásuk nagy tisztaságban. A doktori kutatásom célja végigjárni a műanyagok anyagában történő, minőségnövelt újrahasznosítási lehetőségeit, példákon keresztül bemutatva, elősegítve a hulladék ismételt felhasználását a lerakással szemben.
A kutatóhely rövid bemutatása
Doktori kutatásomat a Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszékén végzem. A laboratóriumban található modern és akkreditált géppark, valamint a bevezetett minőség- és környezetirányítási (ISO 9001 és ISO 14001) rendszer lehetővé teszi a tanszéki K+F kutatások magas színvonalú megvalósítását. A Tanszék tudományos elköteleződését mutatja impakt faktoros folyóirata, az Express Polymer Letters is.
A kutatás történetének, tágabb kontextusának bemutatása
A műanyag termékek rövid életciklusuk miatt hamar megjelennek a hulladékáramban, újrahasznosításukkal a fenntartható fejlődés érdekében foglalkozni kell. A műanyaghulladékban azonban több műanyag van jelen egyszerre (a lakossági műanyaghulladék 80%-át a kis- és nagysűrűségű polietilén (LDPE, HDPE), polipropilén (PP), polisztirol (PS), poli(etilén-tereftalát) (PET), és poli(vinil-klorid) (PVC) adja). Ezek együttes, anyagukban történő újrahasznosításuk nehezen megvalósítható, ugyanis a legtöbb műanyag nem összeférhető molekulaszerkezetük és termodinamikai okok miatt. Ennek ellenére célul kell kitűzni a műanyaghulladék minél jobb minőségű újrahasznosítását, amely két módon érhető el: a különböző műanyagokat első lépésben szét kell válogatni egymástól minél nagyobb tisztaságban; vagy együttes feldolgozásuk során megfelelő adalékanyagokkal kell javítani a műanyagok összeférhetőségét a jobb mechanikai tulajdonságokat eléréséhez.
A műanyagok nagy tisztaságú szétválasztása nehezen megvalósítható az iparban elterjedt, sűrűségkülönbség elvén működő módszerekkel. Ennek oka, hogy egyes termékek több műanyag együttes felhasználásával, keverékkészítéssel készülnek (pl. a töltőállomásokon megvásárolható előre csomagolt szendvicsek csomagolása PE és PS együttes felhasználásával készül a jobb aromazárás érdekében), illetve számos esetben adnak a műanyaghoz töltőanyagot, szálerősítést, vagy habosítószert, jelentősen megváltoztatva a műanyagok sűrűségét. Ilyen esetekben a műanyagok sokszor csak bonyolult módszerekkel nyerhetők vissza (1. táblázat), megdrágítva az amúgy is költséges újrahasznosítást.
1. táblázat: Műanyagok szétválasztási lehetőségei
Szétválasztási eljárás |
Alkalmazás |
Előny |
Hátrány |
hulladék előzetes válogatására |
|
| |
nagy sűrűség- |
|
| |
műanyagok eltérő töltődésén alapul |
|
| |
azonos sűrűségű műanyagok esetén |
|
|
Az egymással nem elegyedő műanyagok közötti kapcsolódások javítására kopolimer, vagy kompatibilizálószer használható, amelyekkel a határfelületen fellépő feszültségek csökkenthetők, homogénebb morfológiai szerkezet eredményezve a keverékekben (1. ábra). Keverékkészítéskor fontos a kompatibilizálószer helyes megválasztása, ugyanis egy rossz adalékanyag ronthatja a keverék mechanikai tulajdonságait a kívánt egyéb tulajdonságok javítása nélkül. Szükség lenne egy új kiértékelő módszerre, amellyel gyors és egyértelmű válasz adható a kompatibilizálószer megfelelőségére, illetve jó becslést lehessen adni a minimálisan szükséges adalékanyag mennyiségére is.
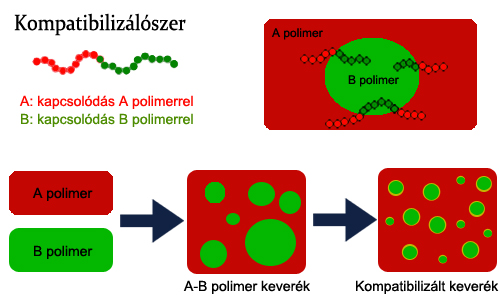
1. ábra: Kompatibilizálószer hatása a keverék morfológiai szerkezetére
A kutatás célja, a megválaszolandó kérdések
A kutatás során - szem előtt tartva az ismertetett újrahasznosítási módszereket - olyan műanyagból álló keverékeket kívánok teljes körűen megvizsgálni, amelyek nagy mennyiségben találhatók meg a lakossági és ipari hulladékban. Első lépésben olyan kompatibilizált, minőségnövelt műanyag keverékeket fejlesztek, amelyek tartósságuknak és funkciós alkalmazásuknak köszönhetően később jelennek meg a hulladékáramban. Ezzel párhuzamosan kidolgozok egy újfajta kiértékelő eljárást, amellyel vizsgálható az alkalmazott kompatibilizálószer megfelelősége és szükséges mennyisége is a polimer keverékben.
A munkám során egy újfajta, alternatív műanyag szétválasztó polimerömledék-centrifugát fejlesztek, amellyel a műanyaghulladék egy lépésben történő szétválasztása akár több elválasztási határ alkalmazása mellett is megvalósítható, elősegítve egy ismeretlen hulladékáramból vett minta összetételének becslését is. Ezen kívül el kívánom érni, hogy környezetbarát módon szétválaszthatók legyenek tiszta műanyagfrakciókra az előzetesen, ömledékállapotban kompaundált keverékek (pl. az említett háromszög alakú PS/PE szendvics csomagolása), amelyre jelenleg nincs elterjedt ipari módszer.
Módszerek
Keverékkészítés
Műanyag keverékek előállításakor maleinsav-anhidriddel ojtott sztirol-etilén-butadién-sztirol kopolimert (SEBS-g-MA) használtam kompatibilizálószerként, amely etilén csoportjaival a polietilénnel, sztirol csoportjaival a polisztirollal képes elegyedni, amíg savcsoportjával kötéseket képes kialakítani a PET hidroxilcsoportjával. A keverékek homogenizálása érdekében az anyagokat ikercsigás extruderben homogenizáltam, a kapott granulátumokból fröccsöntéssel szabványos, piskóta próbatesteket gyártottam további morfológiai és mechanikai vizsgálatokhoz.
Műanyagok szétválasztása
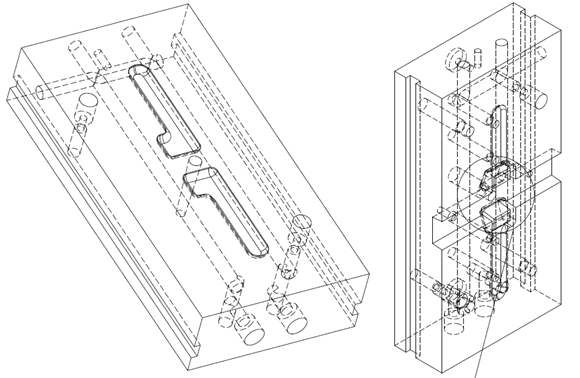
A fejlesztett polimerömledék-centrifugában (2/a. ábra) a műanyagok szétválasztása ömledékállapotban, a forgás közben fellépő centrifugális erőtérben valósul meg. Kihasználva a műanyagok közötti kapcsolódások könnyebb felbomlását ömledékállapotban, a szétválasztás a műanyagok olvadási hőmérséklete felett történt. A forgatással fellépő centrifugális gyorsulás 30-100-szor nagyobb a nehézségi gyorsulásnál, így a műanyagok sűrűségkülönbségük alapján szétválaszthatók egymástól. A nagyobb sűrűségű műanyagok kifelé, a fal irányába haladnak, miközben a kisebb sűrűségű műanyagok a tartály belső részében dúsulnak fel. Végül alakrögzítés után korong alakú termék keletkezik, amelyben a műanyagok sűrűségkülönbségük szerint gyűrűkbe rendeződve élesen szétválnak (2/b. ábra).
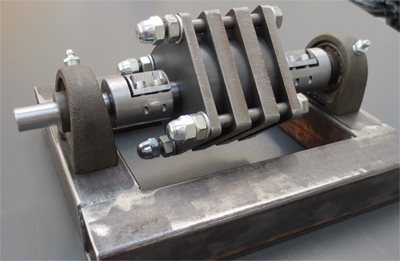
(a) (b)
2. ábra: (a) Fejlesztett szétválasztó polimerömledék-centrifuga, (b) Sűrűségkülönbségük alapján szétválasztott műanyagok [D1, D2]
Minőségnövelt termékgyártás műanyaghulladékból
A szétválasztott műanyagok minőségnövelt újrahasznosítási lehetőségét autóipari alkatrész fejlesztésével igazoltam, amelynek gyártása kétkomponensű fröccsöntéssel valósult meg. A hulladék részleges szétválasztása után a termékben kialakuló mag-héj szerkezetben a héjrészt a nagy szívóssággal jellemezhető poliolefinek, amíg a magrészt a nagyobb sűrűségű és szilárdságú műszaki műanyagok alkották.
Eddigi eredmények
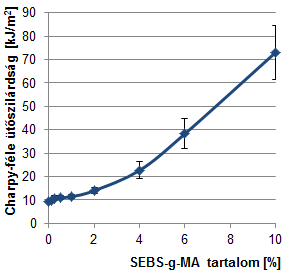
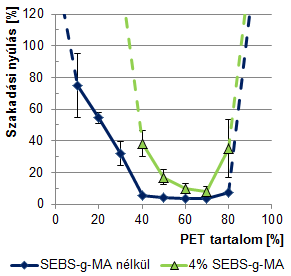
A tömegműanyagokból (PS, PET, HDPE) képzett keverékek ridegek, dinamikus hatással szembeni ellenálló képességük alacsonyabb a felhasznált műanyagokénál, illetve a szakítóvizsgálatoknál kis deformáció mellett hirtelen tönkremenetellel szakadtak el. Ezért 50/50 térfogatszázalék arányú PS/HDPE keverékhez különböző mennyiségben adtam SEBS-g-MA kompatibilizálószert. A keverék dinamikus hatásokkal szembeni ellenálló képessége 2% SEBS-g-MA tartalomtól szignifikánsan javult, tehát az adalékanyagot legalább ekkora mennyiségben kell felhasználni a szívósabb keverék eléréséhez. PET/HDPE keveréknél a szakadási nyúlást vizsgálva hasonló trend figyelhető meg. Az egymással nem összeférhető műanyagokból képzett, kompatibilizálószert nem tartalmazó keverékek, különösen 40-80 tf% PET tartalom között, rendkívül hamar elszakadtak. SEBS-g-MA hozzáadásával a keverékek ebben a kritikus tartományban is rendre jobban teljesítettek, a szakadási nyúlást minden esetben legalább kétszeresére volt növelhető, a keverékek szilárdságának és rugalmassági modulusának nagyfokú romlása nélkül. Eszerint az egymással nem összeférhető műanyagok közötti kapcsolódás és a keverékek dinamikus hatásokkal szembeni ellenálló képessége javítható a kompatibilizálószer helyes megválasztásával [D3, D4].
(a) (b)
3. ábra: (a) 50/50 tf% PS/HDPE keverék Charpy-féle ütőszilárdsága a kompatibilizálószer tartalom függvényében; (b) Kompatibilizált és kompatibilizálószert nem tartalmazó PET/HDPE keverékek szakadási nyúlása a PET tartalom függvényében [D5, D6]
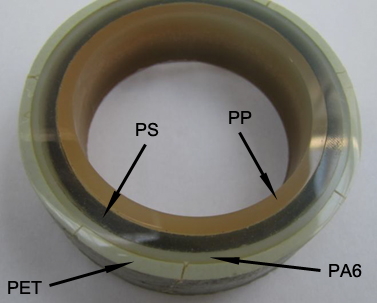
A fejlesztett polimer-ömledékcentrifugával négy különböző műanyag (PET, PA6, PS, PP) szétválaszthatóságát és tisztaságát vizsgáltam. A műanyagok élesen elváltak egymástól, a minta külső szélen a legnagyobb sűrűségű PET található, amelyet befelé a PA6, PS és a PP követ (4. ábra). A szétválasztott zónákból vett mintákat Raman-mikroszkópos eljárással összehasonlítottam a felhasznált alapanyagokkal, az eredmények alapján kijelenthető, hogy mindegyik zónában csak homogén, egyféle műanyag található. Tehát az eljárással egy lépésben akár több szétválasztási határ alkalmazható, nagy tisztaságú szétválasztás mellett. A zónák vastagságából gyorsan megbecsülhető egy hulladékáramból vett minta összetétele is (vizsgálat során a számolt összetétel pontossága legfeljebb 0,5%-kal tért el az eredeti összetételhez képest). A szétvált zónákból vett egy-egy szemcsével pedig az egész zóna összetétele jellemezhető, amellyel az összetétel-elemzés felgyorsítható.
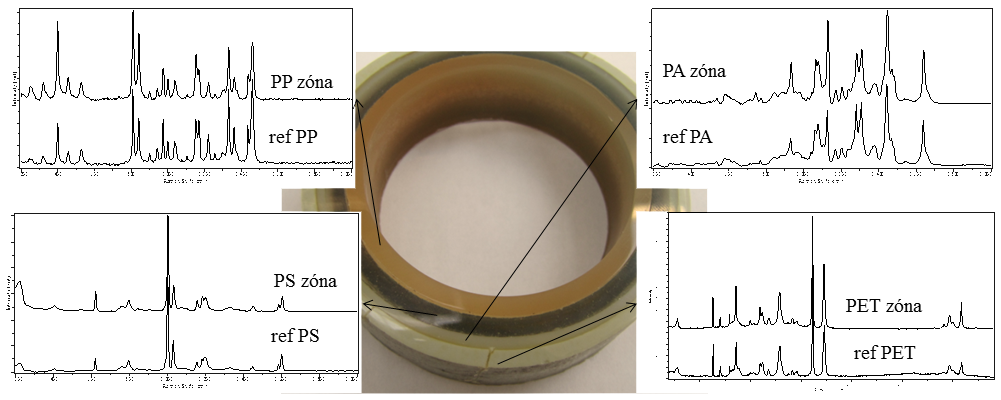
4 ábra: Négykomponensű PET/PA6/PS/PP keverék szétválasztása [D7, D8]
PS/HDPE és PET/LDPE keveréken igazoltam, hogy az előzetesen homogenizált keverék fázisai között kialakult kötések felbonthatók ömledékállapotban, ezáltal a több műanyag felhasználásával készült termékek alapanyagai ismételten szétválaszthatók nagy tisztaságban, amit termoanalitikus vizsgálatokkal támasztottam alá [D9]. A kutatás előremozdíthatja a jelenleg szétválaszthatatlan többkomponensű műanyagtermékek anyagában történő hasznosítását.
A polimer-ömledékcentrifugával minősíthető a kompatibilizálószerek megfelelősége is, elősegítve az adalékanyag helyes megválasztását. Kompaundált PS/HDPE keveréken bizonyítottam, hogy a kompatibilizálószert nem tartalmazó keveréknél a műanyagok éles szétválása figyelhető meg, miközben a kompatibilizálószer mennyiségének növelésével párhuzamosan egyre vastagabb vegyes összetételű, átmeneti zóna alakult ki, bizonyítva a kompatibilizálószer megfelelőségét PS/HDPE keverékben (5. ábra). 2% SEBS-g-MA hozzáadásával a két alkotó már részben sem volt szétválasztható egymástól, ami jó egyezést mutat a bemutatott mechanikai vizsgálat eredményével, ezáltal a módszer alkalmas a minimálisan szükséges kompatibilizálószer mennyiségének hatékony és gyors meghatározására. A helyesen megválasztott kompatibilizálószerrel a keverék ridegsége csökkenthető, és a termék hosszabb élettartamra tervezhető.
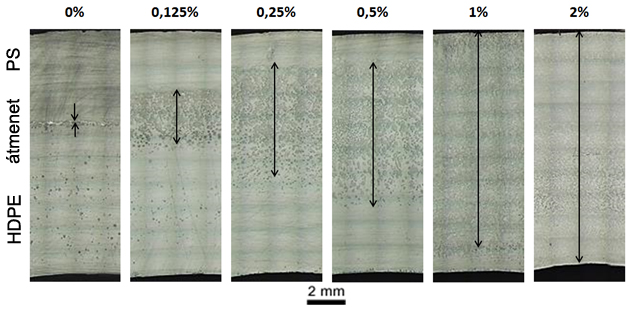
5. ábra: SEBS-g-MA minősítése PS/HDPE keverékben a kompatibilizálószer tartalom függvényében [D10]
Az eredményeket felhasználva autóipari hulladékból ismételten autóipari terméket terveztem, amely a gépjárművek belső ajtónyitó karja volt. Első lépésben a shredderezésből visszanyert, műanyagban dús könnyűfrakció összetételét vizsgáltam. Megállapítottam, hogy a műanyaghulladékot kétfelé érdemes szétválasztani: a hulladékból 0,97 g/cm3-nél kisebb sűrűség esetén szívós poliolefineket lehet visszanyerni, 0,97 g/cm3-nél nagyobb sűrűség esetén nagy szilárdságú műszaki műanyagokat. A hulladék szétválasztásával a terméket ebből a két összetételből érdemes gyártani [D11]. Ezután elkészítettem a termék modelljét, szimulációs eljárásokkal vizsgáltam a gyárthatóságot, amit a szerszám tervezése és gyártása követett, majd a termék gyártása és annak funkciós vizsgálata (6. ábra).
|
|
(a) |
(b) |
|
|
(c) |
(d) |



{kind=link}
{kind=link}
6. ábra: A terméktervezés folyamata: (a) szimulációs vizsgálatok, (b) szerszámtervezés, (c) termék legyártása, (d) funkcionális terhelő- és ütővizsgálatok
Kétkomponensű fröccsöntéssel megvalósítható a hulladék további minőségnövelése. A gyártás során kialakult a technológiára jellemző mag-héj szerkezet (7. ábra), ahol az autóipari hulladék szétválasztásával a héjrészt döntően PE és PP alkotta, amelyekhez égésgátlószert adtam az autóiparban megkövetelt legszigorúbb égésgátlási követelmények teljesítése érdekében. A magrészt a szétválasztással kapott nagysűrűségű műszaki műanyagok alkották kompatibilizálószerrel társítva, a fázisok jobb kapcsolódásáért. A maganyaghoz adott üvegszál tovább növelte a szilárdságot. Ezáltal egy olyan terméket hoztam létre hulladékból, amely szívós, egyúttal égésgátolt héjszerkezetének köszönhetően ellenáll a felhasználás során fellépő dinamikus hatásoknak, és megfelel a szigorú autóipar égésgátlási szabványoknak is; a magrészben lévő nagy szilárdságú, kompatibilizált műanyagok és az üvegszál pedig a termék megfelelő szilárdságát adja, tág hőmérsékleti határok között (-20–65°C között). Végül gazdasági számításokkal igazoltam, hogy a hulladék minőségnövelésével megvalósuló termékgyártás anyagköltsége 20%-kal alacsonyabb, mintha a terméket primer nyersanyagból állították volna elő [D12].
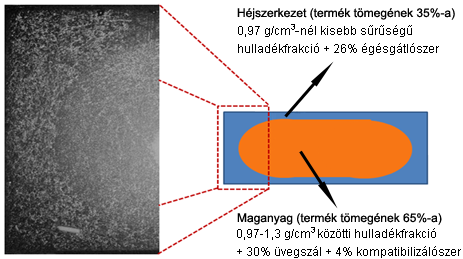
7. ábra: Kétkomponensű fröccsöntéssel előállított gépjármű ajtónyitó kar morfológiai szerkezete [D13]
Várható impakt, további kutatás
A fejlesztett szétválasztó berendezés előremozdíthatja a keletkező műanyaghulladékok minőségnövelt újrahasznosítását, amellyel gyorsan és nagy tisztaságban választhatóak szét egymástól a műanyagok, egyszerre több elválasztási határral, elősegítve a hulladékáram nagy pontosságú összetétel-elemzését. A szétválasztó berendezéssel először sikerült kémiai oldószerek használata nélkül az előzetesen, ömledékállapotban kompaundált többkomponensű műanyag szétválasztása ismételten tiszta alapanyagokra. Egyúttal azt is bizonyítottam, hogy a berendezést minősítő eljárásként alkalmas lehet kompatibilizálószerek megfelelőségének vizsgálatára is.
2015-től az elhasználódott roncsautókat 95%-ban kell újrahasznosítani, amelyhez elengedhetetlen, hogy a műanyagban dús könnyűfrakció is hasznosuljon. Szétválasztási eredményeim és az autóipari műanyaghulladékból fejlesztett termékemmel bizonyítottam, hogy a visszanyert hulladék alkalmas műszaki, akár autóipari termék gyártására.
Saját publikációk, hivatkozások, linkgyűjtemény
Kapcsolódó saját publikációk listája
[D1] Dobrovszky K., Ronkay F.: Polimerek újfajta szétválasztási lehetősége. Mechanoplast 2013, Miskolc, 1–6. ISBN: 978–963–358–033–2. In: Czél György (szerk.)
[D2]
Dobrovszky K., Ronkay F.: Új módszer kidolgozása autóipari műanyag
hulladékáram összetételének előrejelzésére. IX. Országos Anyagtudományi
Konferencia, Balatonkenese, 2013. október 13–15. (poszter).
[D3]
Dobrovszky K., Ronkay F.: Toughness Improvement in ternary PET/PS/HDPE
polymer blends with compatibilizer. Széchenyi Doctoral Students'
Conference 2014, Győr, 2014. május 23. (poszter)
[D4] Dobrovszky K.,
Ronkay F.: Toughness improvement in ternary HDPE/PS/PET polymer blends
with compatibilizer. Acta Technica Jaurinensis 8, 36–46 (2015).
[D5] Dobrovszky K., Ronkay F.: Effects of SEBS–g–MA on rheology, morphology and mechanical properties of PET/HDPE blends. International Polymer Processing 30, 91–99 (2015). IF=0.512
[D6] Dobrovszky K., Ronkay F.: Influence of morphology and compatibilizer on burning behavior of PET/HDPE blend. PPS2015, Graz, Ausztria, 2015, benyújtva
[D7] Dobrovszky K., Csergő V., Ronkay F.: Alternative, new method for predicting polymer waste stream contents. Materials Science Forum 812, 247–252 (2015).
[D8] Dobrovszky K., Ronkay F.: Alternative polymer separation technology by centrifugal force in a melted state. Waste Management 34, 2104–2112 (2014). IF=3.220
[D9] Dobrovszky K.: Műanyagok sorsa a hulladékba kerülés után. IX. Szent-Györgyi Albert Konferencia, Budapest, 2015. április 11. (előadás)
[D10] Dobrovszky K., Ronkay F.: Investigation of compatibilization effects of SEBS–g–MA on polystyrene/ polyethylene blend with a novel separation method in a melted state. Polymer Bulletin, benyújtva (2015). IF=1.438
[D11] Dobrovszky K.: Dobrovszky K.: Upcycling of polymer waste from automotive industry. Periodica Polytechnica Mechanical Engineering 55, 73–77 (2011).
[D12] Dobrovszky K., Ronkay F.: Minőségnövelt hulladékhasznosítás kétkomponensű fröccsöntés alkalmazásával. Műanyag és Gumi 49, 48–51 (2012).
[D13] Dobrovszky K.: Upcycling of polymer waste from automotive industry. Gépészet 2012: Proceedings of the eighth international conference on mechanical engineering. Budapest, Magyarország, 2012, 83–89. ISBN: 978–963–313–055–1. In: Stépán Gábor (szerk.)
Linkgyűjtemény
Mechanoplast 2012 Diplomamunka Ösztöndíj Pályázat – I. díj
Hivatkozások listája
[1] Wu G., Li J., Xu Z.: Triboelectrostatic separation for granular plastic waste recycling: A review. Waste Management 33, 585–597 (2013).
[2] Alter H.: The recovery of plastics from waste with reference to froth flotation. Resources, Conservation and Recycling 43, 119–132 (2005).
[3] Bezati F., Froelich D., Massardier V., Maris E.: Addition of X-ray fluorescent tracers into polymers, new technology for automatic sorting of plastics: Proposal for selecting some relevant tracers. Resources, Conservation and Recycling 55, 1214–1221 (2011).
[4] Vermeulen I., Van Caneghem J., Block C., Baeyens J., Vandecasteele C.: Automotive shredder residue (ASR): Reviewing its production from end-of-life vehicles (ELVs) and its recycling, energy or chemicals’ valorisation. Journal of Hazardous Materials 190, 8–27 (2011).
[5] Zhang C., Huang K., Yu P., Liu H.: Sugaring-out three-liquid-phase extraction and one-step separation of Pt(IV), Pd(II) and Rh(III). Separation and Purification Technology 87, 127–13 (2012).
[6] Utracki L.A.: Polymer Blends Handbook. Kluwer Academic Publishers, Dordrecht (2002).
[7] Perugini F., Mastellone M.L., Arena U.: A Life Cycle Assessment of mechanical and feedstock recycling options for management of plastics packaging wastes. Environmental Progress & Sustainable Energy 24, 137–154 (2005).
[8] Pongstabodee S., Kunachitpimol N., Damronglerd S.: Combination of three-stage sink–float method and selective flotation technique for separation of mixed post-consumer plastic waste. Waste Management 28, 475–483 (2008).
[9] Bakker E.J., Rem P.C., Fraunholcz N.: Upgrading mixed polyolefin waste with magnetic density separation. Waste Management 29, 1712–1717 (2009).
[10] Burat F., Güney A., Kangal M.O.: Selective separation of virgin and post-consumer polymers (PET and PVC) by flotation method. Waste Management 29, 1807–1813 (2009).
[11] Serranti S., Gargiulo A., Bonifazi G.: Characterization of post-consumer polyolefin wastes by hyperspectral imaging for quality control in recycling processes. Waste Management. 31, 2217–2227 (2011).
[12] Gent M.R., Menendez M., Torano J., Torno S.: Optimization of the recovery of plastics for recycling by density media separation cyclones. Resources, Conservation and Recycling 55, 472–482 (2011).
[13] Carvalho M.T., Agante E., Durao F.: Recovery of PET from packaging plastics mixtures by wet shaking table. Waste Management 27, 1747–1754 (2007).
[14] Vajna B., Bodzay B., Toldy A., Farkas I., Igricz T., Marosi Gy.: Analysis of car shredder polymer waste with Raman mapping and chemometrics. Express Polymer Letters 6, 107–119 (2012).
[15] Matsusaka S., Maruyama H., Matsuyama T., Ghadir, M.: Triboelectric charging of powders: a review. Chemical Engineering Science 65, 5781–5807 (2010).
[16] Jarukumjorn K., Chareunkvun S.: Compatibilization of recycled high density polyethylene (HDPE)/polyethylene terephthalate (PET) blends. Suranaree Journal of Science and Technology 14, 1–8 (2006).
[17] Li Z., Liu C.M., Liu H.L., Wang K., Fu Q.: Non-uniform dispersion of toughening agents and its influence on the mechanical properties of polypropylene. Express Polymer Letters 8, 232–242 (2014).